
Production Process
1. Field investigation, selection of high-quality suppliers, sampling and testing of their raw materials, and random sampling in follow-up cooperation, in order to ensure that raw materials meet national standards, mechanical properties meet product design requirements.
2. After the forgings enter the factory, the quality inspectors shall inspect the appearance and measure the size of the forgings to ensure that there are no obvious defects and sufficient margins for processing to the finished products.


1. Descaling rough turning, according to the size of finished products, reserve different size margins.
2. Ultrasound flaw detection, the forgings after rough turning are detected by ultrasound,whether there are any defects in the material, such as blowhole, slag inclusion,lamination and so on.
3. Quenching and tempering treatment, according to the national standard or the special requirements of customers,the forgings after rough turning are tempered to improve the mechanical properties as a whole.
4. Hardness Testing of Quenching and Tempering,Testing whether the overall hardness of forgings is qualified according to quenching and tempering hardness requirements



Precision turning of raceway, reserving different dimension allowance according to different raceway structure type and size, Guarantee that machine-added deformation and quenching deformation can be eliminated, and at the same time, ensuring that the allowance is as small as possible.


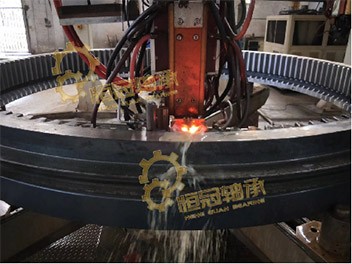
The raceway is quenched by medium frequency quenching process. The hardness of quenching area reaches HRC55-62, and the effective depth is not less than 3 mm. After quenching, the raceway is tempered stably to eliminate quenching stress, reduce subsequent processing deformation and reduce the risk of raceway cracking.


Detection of hardness, effective depth and crack in quenched area, especially initial position.


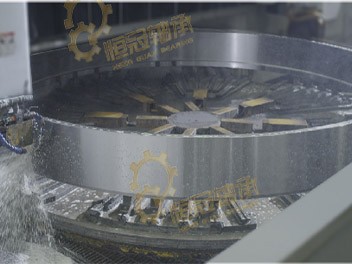
Processing datum level, providing datum for subsequent processing of teeth, holes, etc.


According to different kinds of tooth shape, processing methods such as shaping, hobbing and milling can be selected. The accuracy level can meet 7-10 grades. If higher accuracy is needed, grinding can meet 4-6 grades.


In order to meet the strength and service life of the teeth, high frequency quenching is carried out on the tooth surface, root and top according to different requirements. The hardness can meet HRC 40-55 and the depth can meet 1.5mm. Tempering stabilization after quenching ,the quenching stress can be eliminated, the cracking risk of the quenched part can be reduced, and the hardness and crack detection can be carried out after quenching.

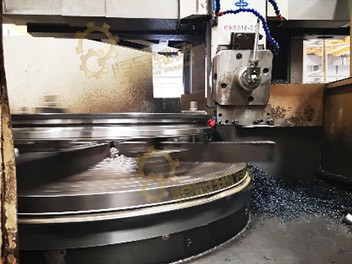
Control the chord length, wall thickness, aperture and other items in the machining process and correct them in time. Inspection for threads with high accuracy requirements.


For high-precision products, precise grinding is used to effectively control the parameters of ring ellipse, wall thickness and flatness, so as to ensure that the precision of finished products meets the requirements of standards or customer drawings.

Accurate measurement of part size, Calculating spare parts allowance, according to the requirements of the drawings to match clearance.

Remove ring burrs and clean up. Install corresponding size and number of rollers, cages, seals and other accessories in strict accordance with the requirements of assembly drawings. Rotate to detect whether the rotation is flexible and whether there is any abnormal noise.

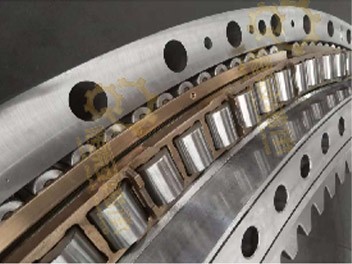

The assembly is completed, then the various technical indicators are inspected and detailed records are made.


Install sign and logo according to customer requirement.

1. Before product packaging, add corresponding brand and type grease according to customer’s requirements to protect raceway from damage.
2. Export wooden boxes suitable for sea transportation are used to ensure the safe arrival of goods at different transportation distances, storage times and regions.







Submit Request
PDF Request
Simply fill out the form below and the catalog will be available for download!