Industry News
1. Installation plane
The installation surface should be smooth and all excess materials such as paint residue, welding beads, burrs, etc. should be removed. Be careful not to let the solvent penetrate into the slewing bearing during cleaning, and do not use solvents that damage the sealing material. The installation surface should be dry and free of lubricants before assembly. Measures should be taken to protect workers and the environment.
The roughness of the installation surface of the mounting support shall not exceed Ra=12.5,6.3μm, and the flatness error of the mounting surface shall be tested for circumferential error and radial error. The circumferential flatness tolerance value has a corresponding standard value range depending on the diameter of the slewing bearing raceway.
2. Rigidity of the support
Standard slewing bearings and zero clearance slewing bearings have different requirements for the rigidity of the support.

3. Positioning
The inner and outer ring raceways of the slewing bearing have a soft belt, which should be placed on both sides of the main load plane. That is, it is staggered 90 degrees from the main load area. There is a blockage or an "S" mark at the soft belt. In addition, the fit between the slewing bearing and the mounting surface should be checked. Usually, a feeler gauge is used for inspection. If the fit is not good, fill it with appropriate materials. Welding work is prohibited on the support after the slewing bearing is installed.
4. Firm bolts
① Selection of mounting bolts. Full-threaded bolts cannot be used; do not use old bolts, nuts and washers; open washers such as elastic washers are prohibited
② Selection of bolt preload torque: The preload force of ordinary metric bolts is recommended to be 0.6-0.7 times the yield strength of the bolt. It is recommended to use a hydraulic tightening device for bolts larger than M27, and the preload force should not exceed 85% of the yield strength.
③ Tightening bolts: The slewing bearing should be installed under no-load conditions. Note: Apply a little oil on the thread of the bolt to ensure the balance of friction resistance. Do not use glue on the bolt anti-loosening parts.
Preload bolts: They should be preloaded in three steps, with the forces of 30%, 80% and 100% respectively.
④ Adjust the gear: After the side clearance is adjusted, turn the slewing bearing at least one full circle to confirm that there are no other high points of tooth jump. After the slewing bearing is fixed, check the side clearance again. The high point of the gear radial runout is marked in the tooth groove with green paint.
⑤ Lubrication: To ensure sufficient lubrication, the grease specified in the drawing or product manual should be added again before the first use. Pay special attention to injecting grease into all the grease nozzles one by one until the grease is squeezed out of the sealing ring. When lubricating the gear, the tooth surface should be clean. It is recommended to brush the grease on the gear with a clean brush.
Luoyang Heng Guan Bearing Technology Co., Ltd is an entity manufacturer of slewing bearings and customized non-standard machining parts. Our company integrates professional design, research and development, manufacturing, sales and service. Relying on the strong manufacturing capacity and research and development capacity, we can provide customers with one-to-one customized services and solutions.
If you have any inqury or questions for our products, please feel to contact us.

Industry News / Sep 30, 2024
Tips for daily maintenance of slewing bearings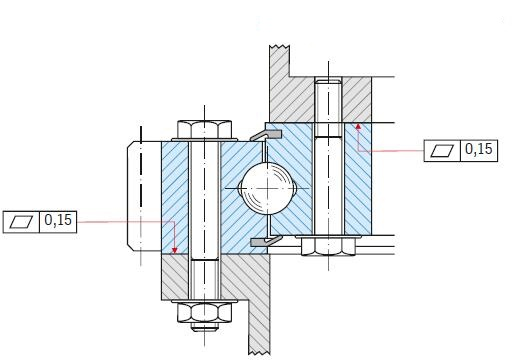
News / Sep 14, 2024
What is a slewing bearing? (All the knowledge you need about slewing bearings)
Industry News / Sep 07, 2024
Structural advantages of three-row roller slewing bearing



Submit Request
PDF Request
Simply fill out the form below and the catalog will be available for download!